




Synberry is certified with BSCI, WRAP, SCAN, GRS, and ISO, ensuring top-quality and sustainable production standards.
Our professional product customization service transforms your idea into reality, providing a seamless experience from the concept to product display on the retail shelf


With factories in China and Cambodia, you have the flexibility to select the production site that offers the most advantageous tariff benefits based on your specific situation.
What has made Synberry the choice of two generations? With clearly defined quality principles, well-managed documentation and records, and most importantly, in-depth process analysis and inspection, we are able to ensure consistent high quality.


At Synberry, our Sample Room advances the development and refinement of dozens of new samples in parallel every day. For us, sampling is never the end of a standalone service—it is the starting point of bulk production. Once every material, zipper, metal hardware component, plastic buckle, and craftsmanship detail is finalized during the sampling stage, the exact same specifications are carried directly into the bulk manufacturing line. This edition documents the complete sampling journey of a premium nylon business backpack custom-developed for a Swiss client. Every design detail you will see below is ultimately replicated to the same standard across all 3,000 finished backpacks. The following is a step-by-step breakdown of the entire process, from technical drawing to the finished physical sample. Table of Contents: 1.Fabric Selection 2.Hardware Mold Development 3.Plastic Component Selection 4.Craftsmanship Details for Enhancing Quality and Comfort 5.Sample Inspection and Approval 6.FAQ 7.Conclusion 1. Fabric Selection 1.1 Main Body Fabric Selection and Color Matching The main body fabric is made of 1680D ballistic nylon. This type of nylon features a higher yarn count and a tighter weave, providing a refined surface texture with a subtle sheen. At the same time, it offers excellent abrasion resistance and tear resistance. Even after long-term use, it is less likely to pill or snag, making it perfectly suited to meet the performance requirements of a high-end backpack. The next step was color selection. Based on the client's preferred color description, we selected three closely matching options from our in-stock color swatch library for review. After comparison and evaluation, the client ultimately chose Color No. 16 as the final color for the project. 1.2 Lining Fabric Selection After finalizing the main fabric for the backpack, we proceeded to select the lining material. The client requested a compact, high-density fabric with a matte finish and a subtle velvet-like appearance, creating a balanced sense of premium quality that would complement the exterior 1680D Ballistic Nylon. After evaluating numerous lining options, we selected 150D High-Density Pongee. This fabric features a higher warp density and a tighter weave, giving it a firm, smooth hand feel and excellent structural support. It helps the interior of the backpack maintain a clean, neat appearance even after long-term use. In addition, its tightly woven construction naturally creates a subtle velvet-like visual texture, perfectly matching the client's expectations for both aesthetics and performance. 1.3 Custom Logo Printing on the Lining Fabric As a premium branded backpack, its identity extends far beyond the logo displayed on the exterior. The brand's logo is also thoughtfully incorporated into the finer details throughout the product. For this project, we used clear gloss printing to apply a transparent logo onto the lining fabric. Unlike conventional heat transfer printing, which typically produces a flat appearance with limited visual depth, clear gloss printing creates a logo that catches the light from every angle. Its distinctive glossy texture allows the pattern to reflect light differently depending on the viewing angle, giving the logo a refined and dynamic visual effect. The tone-on-tone finish also enables the logo to blend naturally with the lining fabric, enhancing the overall harmony and consistency of the interior design. Subtle yet sophisticated, this understated branding approach elevates the perceived quality of the backpack and perfectly aligns with the product's pursuit of premium craftsmanship and attention to detail. 2. Metal Hardware Mold Development Metal Logo The metal logo is manufactured using zinc alloy die casting with a silver electroplated finish. Mounting pins on the back of the logo are used to securely fasten it to the fabric. Based on the artwork provided by the client, we first created the mold design drawing, carefully adjusting the logo proportions and confirming the final dimensions. Once our design team and Sample Room verified that the visual proportions met the intended design expectations, we proceeded with the fabrication of the steel mold for production. For customer privacy protection, the brand logo shown in the images has been blurred. Metal Puller The metal puller also requires custom mold development, allowing it to be designed as a unique symbol representing the customer’s brand and creating a visual connection with the main body logo. The mold development process for the metal puller is largely the same. Based on the overall thickness of the backpack and the handle dimensions, we adjust the length-to-width ratio and curvature of the puller to ensure a comfortable grip during use while maintaining consistency with the overall design style. Every curve, edge, and surface finish is carefully refined to ensure that the hardware not only meets functional requirements but also becomes a distinctive detail that enhances the overall texture and premium feel of the backpack. For customer privacy protection, the brand logo shown in the images has been blurred. 3. Plastic Components: YKK Zipper and DURAFLEX Buckles For a backpack, zippers and buckles are the accessories that are used most frequently. They directly determine the daily user experience and service life of the backpack. For this high-end backpack, we selected the industry-renowned YKK zipper. The zipper teeth of YKK zippers are evenly arranged and densely structured, providing a smooth pulling experience without sticking or jamming. Even after hundreds of thousands of pull tests, they rarely experience failures. Their durability is far superior to ordinary zippers, allowing the backpack to maintain a consistently smooth and reliable user experience over a long period of time. Similarly, DURAFLEX plastic hardware was selected for this backpack. These buckles have undergone rigorous impact resistance and fatigue testing, maintaining excellent toughness even in low-temperature environments. They are designed to withstand long-term heavy loads without cracking or loosening, ensuring both safety and durability. In addition, the crisp clicking sound and precise locking mechanism provide a satisfying tactile experience every time the backpack is opened or closed, allowing users to immediately perceive the product's premium quality through its refined functionality and attention to detail. Materials, hardware, plastic components, and zippers are usually arranged as the first steps of the sampling process. Once all materials have been collected, the backpack officially enters the sewing and assembly stage. Next, we will focus on the following production steps and discuss the details that truly reflect our pursuit of quality. These details are exactly what create the difference between a high-end backpack and an ordinary product. In areas that are often unseen or easily overlooked, we have invested significant effort in optimizing every detail to enhance the overall user experience. 4. Craftsmanship Details for Enhancing Quality and Comfort 4.1 Genuine Leather Handle The handle is one of the most frequently touched areas during daily backpack use, and its hand feel directly influences the user’s first impression of the backpack’s quality. For the top handle of this backpack, we added a section of full-grain leather. The warm, refined touch of genuine leather creates a contrast with the sleek and structured texture of ballistic nylon. It not only provides a more comfortable feel when carrying the backpack by hand for extended periods but also enhances the visual layering of the entire bag through the combination of different materials, breaking away from the monotony of a purely nylon design. To further improve the grip comfort, we added a 2mm thick layer of high-density foam padding inside the leather handle. This maintains sufficient support, preventing the handle from becoming soft or losing its shape after prolonged carrying, while also cushioning pressure and reducing strain on the palm. Even when carrying heavier items, the handle remains comfortable without causing discomfort. During the stitching process, we adopted a double-needle topstitching technique, using evenly spaced stitches along the edge of the handle for reinforcement. The stitch density is controlled at approximately 8 stitches per inch (SPI), ensuring both strong stitching durability and a clean, refined appearance. Combined with the genuine leather material, this detail further highlights the craftsmanship and premium quality expected from a high-end product. 4.2 One-Piece Molded EVA Shoulder Straps The shoulder straps do not use the conventional webbing-and-PE-foam construction. Instead, this backpack features an integrated EVA molding process. One of the key advantages of one-piece molding is the absence of stitched joints or connection points, allowing pressure to be distributed more evenly. At the same time, this manufacturing process enables the shoulder straps to maintain a smoother, more uniform shape, providing a better fit to the natural contours of the shoulders, effectively dispersing the weight of the backpack and reducing shoulder fatigue during extended periods of carrying. In addition, the inner side of the shoulder straps is lined with 3D breathable mesh fabric. Air can circulate freely through the mesh structure, allowing heat and moisture to dissipate quickly after perspiration. This helps prevent the sticky, stuffy feeling caused by prolonged carrying, significantly enhancing comfort during long-term use. 4.3 PP Board + PE Pearl Cotton Back Panel In the carrying system, the back panel is the core structure responsible for maintaining the backpack’s shape and distributing weight. For this backpack, we adopted a composite structure combining a PP board and PE pearl cotton. https://www.synberry.com/what-is-backpack-back-panel-engineering The PP board serves as the structural support layer, providing vertical reinforcement and preventing the backpack from becoming soft or losing its shape when carrying heavy loads. The PE pearl cotton is placed between the PP board and the inner lining, providing cushioning and shock absorption. We selected a 1mm thick PP board combined with a 0.8mm thick PE board. This combination allows the back panel to maintain a firm and supportive structure while using the elastic properties of pearl cotton to effectively cushion pressure on the back, improving overall comfort during carrying. 4.4 Reinforcement and Bartacking The stress points of a backpack are mainly concentrated at areas such as the connection points between the shoulder straps and the main body, as well as the connection points between the handle and the bag body. If these areas are not properly reinforced, long-term load-bearing use can easily lead to broken stitching or fabric tearing, directly affecting the backpack’s service life. Therefore, reinforcement and bartacking are essential processes to ensure the durability of the backpack. Bartacking refers to using a specialized bartack sewing machine to create multiple layers of interlocking rectangular stitch patterns at all stress points. The high-density stitching securely locks multiple layers of material together, significantly improving the tensile strength of the connection areas. For this backpack, we adjusted the size and structure of each bartack according to the specific load requirements of different stress points. The stitches are evenly spaced and densely arranged, providing sufficient pulling strength while avoiding excessive thread buildup that could affect the clean appearance of the product. Through solid craftsmanship, durability is built into every detail, ensuring that the backpack remains reliable and resistant to seam failure even during long-term heavy-load use. 4.5 Enhancement of Practical Functions Although this backpack follows a minimalist design approach in appearance, we have carried out many targeted optimizations for the internal storage system. Based on the different items users may carry in various usage scenarios, we created dedicated compartments so that every type of item has its own suitable storage space. This avoids the need to search through the main compartment when looking for items, significantly improving everyday convenience. During the sampling process, we divided the internal structure into four functional layers. 4.5.1 Zippered Hidden Pocket After opening the front pocket, there is a hidden zippered pocket inside. The depth of this pocket is precisely controlled at 12cm, making it ideal for storing flat items such as passports, air tickets, and business card holders. Once the zipper is closed, these items remain securely in place without sliding around inside the front compartment. A key hook is also designed in the upper-right area of the front pocket. Keys can be attached directly to this hook, allowing users to quickly access them with a simple pull. This eliminates the inconvenience of searching through the entire bag for keys and also prevents keys from scratching the surfaces of other electronic devices. 4.5.2 Vertical Slip Pockets The second compartment is designed with four vertical slip pockets. The two outermost pockets have been widened to better accommodate items such as smartphones, pens, and power banks, allowing each item to have its own dedicated storage space. Users can see and access their belongings at a glance without having to search through a pile of miscellaneous items. The vertical design also helps keep items standing upright, preventing them from shifting, stacking, or falling over due to movement. This makes items easier and more convenient to take out while also meeting the needs of short trips and daily commuting. Through thoughtful compartmentalization, the internal design truly serves the convenience of everyday use. 4.5.3 Wave-Shaped Elastic Retaining Straps The third compartment is designed with wave-shaped elastic retaining straps. A 2.5cm wide high-elastic polyester webbing is sewn onto the lining fabric to form a continuous “arched bridge” structure. The different widths of the strap sections allow them to accommodate items with varying thicknesses. The elastic webbing automatically tightens and conforms to the shape of the stored items, preventing them from slipping out or disrupting the internal organization when the backpack is moved or shaken. Compared with fixed-size pockets, this design offers greater versatility and adaptability, allowing it to accommodate various small personal items more flexibly. It helps keep the interior of the backpack neat and organized at all times, further improving convenience in everyday use. 4.5.4 Hidden Cushioning Protection in the Main Compartment The quilted embossed structure creates tiny air gaps between the lining fabric and the padding layer. This not only makes the cushioning layer softer and more resilient but also helps secure the filling material in place, preventing it from shifting. This design provides additional cushioning protection for the laptop stored inside the main compartment. When a laptop is placed inside, the back side is supported by PE pearl cotton, while the front side is protected by the quilted padding layer. This dual-layer protection structure helps disperse and absorb impact from everyday bumps and vibrations, preventing the laptop from directly contacting the inner wall of the backpack. Even when commuting in crowded environments or carrying the backpack on long journeys, the risk of impact damage and scratches to the laptop is significantly reduced. A horizontal webbing retention strap is also added above the compartment. Combined with the suspended laptop compartment design, it keeps the laptop securely positioned along the center line of the back panel. During testing, we evaluated four laptop sizes ranging from 13 inches to 16 inches. The length of the retention strap was designed according to the width of a 16-inch laptop. For smaller laptops, the device naturally settles downward under its own weight, while the strap can still secure the upper edge and prevent the laptop’s center of gravity from shifting outward when the backpack tilts forward. 4.6 Enhancing the Visual Experience The black-and-red dual-color edge binding adds a clear sense of structure and definition to the backpack, enriching the visual layering of its otherwise understated silhouette. Following the panel seams, the contrasting trim reinforces the overall shape of the backpack while introducing subtle color accents that break up the monotony of the all-black exterior. Rather than being overly bold, these carefully considered details create a memorable visual highlight that catches the user's eye naturally, while maintaining the refined and sophisticated aesthetic of the backpack. 5. Pre-Production Sample Approval After carefully refining each of the key details described above, the sample of this premium nylon business backpack is finally complete. Sample approval is not the end of the project, but the starting point for bulk production and delivery. This step allows the client to directly experience the final result after all design concepts have been brought to life before official mass production begins. During this stage, the client can carefully verify whether the fabric colors, hardware finishes, craftsmanship details, and structural dimensions fully meet expectations. This process helps prevent any potential deviations during mass production and ensures that all 3,000 finished backpacks delivered to the client maintain the same quality standards as the approved sample. 6. FAQ Q1: How long does the sampling process for this backpack take? A: Since the project involves separate mold development for the metal hardware, the initial sample development process takes approximately 3 weeks. Q2: What brands of accessories are available for premium backpacks? Is it necessary to use YKK zippers and DURAFLEX buckles? Can other accessory brands be selected? A: Yes, the accessory selection can be adjusted according to specific requirements. There are also many high-quality accessory suppliers available on the market today. For zippers, domestically produced SBS zippers offer reliable quality, while brands with higher requirements can choose YKK or even RIRI. For buckles, options include DURAFLEX, WOOJIN, FIDLOCK, and others. The final selection can be matched according to the product budget and positioning to best meet the project's requirements. Q3: Can this premium nylon backpack be customized or modified based on existing designs? A: Absolutely. We can adjust the fabric colors, internal compartment layout, brand logo design, and even the overall dimensions according to your requirements. Making modifications based on an existing sample is faster and more cost-effective compared with developing a completely new product from scratch. Q4: What is the minimum order quantity (MOQ) for bulk production? A: Since this backpack involves multiple craftsmanship processes and requires high sewing precision from skilled workers, the MOQ for bulk production is 1,000 pieces. For simpler backpack designs, the MOQ can be as low as 500 pieces. Q5: Is there a minimum order quantity requirement for developing metal logos and zipper pulls? A: There is no specific minimum order quantity requirement. However, since metal logos require the development of dedicated metal molds, the mold cost is approximately USD 200–USD 2,000, depending on the complexity of the design. Customers will need to evaluate the amortization of the mold cost based on the order quantity. Conclusion The production of a premium backpack is never simply about combining various high-end materials together. It is a continuous process of refining every detail related to user experience, durability, and product quality. From the selection of base materials to the fine adjustments of manufacturing techniques, every step reflects our commitment to quality. Only through this meticulous approach can we create products that combine aesthetics, functionality, and brand value, allowing users to experience a level of performance and refinement far beyond ordinary products in every aspect of daily use. With more than 30 years of backpack OEM customization experience, we have developed the capability to consistently replicate sample-level quality standards across every bulk production unit. From incoming material inspections, to quality control throughout every production process, and finally to AQL inspections before shipment, we have established a mature quality management system. This ensures that every backpack produced in bulk maintains the same quality standard as the approved pre-production sample, helping brands fully realize their product vision and deliver it to end consumers. If you are looking for premium backpack OEM customization, please feel free to contact us anytime to discuss your project requirements in detail. Author
View More
When customizing bags, many B2B buyers focus solely on the exterior fabric while overlooking the lining selection. The lining not only determines the interior feel and aesthetics of the bag but also indirectly affects the product's durability, functionality, and overall perceived quality. As a professional bag manufacturer, this article systematically outlines 16 types of lining materials suitable for bags, covering Twill Nylon, Peach Skin, Shantung, Suede, Linen, and more industry-standard options. This guide will help B2B buyers make optimal decisions based on product positioning, budget, and functional requirements. Part 1: 16 Types of Lining Materials 1. Twill Nylon Characteristics: Features a diagonal weave pattern, softer hand feel than plain weave, subtle sheen, understated luxury Advantages: Excellent abrasion resistance, tear-resistant, smooth hand feel Common Specifications: 210D, 420D Twill Nylon 2. 210D Nylon Ripstop / Grid Characteristics: Reinforcement threads woven in both warp and weft directions, creating a grid or crosshatch pattern Advantages: Superior tear resistance; even if damaged, the tear will not spread easily Common Specifications: 210D, 420D Ripstop Nylon 3. Nylon Taffeta Characteristics: Plain weave structure, smooth surface with bright luster Advantages: Wrinkle-resistant Common Specifications: 190T, 210T, 230T, 290T 4. Polyester Taffeta Characteristics: Plain weave structure, less lustrous than nylon taffeta, produces a subtle "rustling" sound when rubbed Disadvantages: Prone to wrinkling Common Specifications: 170T, 190T, 210T, 230T, 240T, 290T 5. Polyester Twill Taffeta Characteristics: Modified from standard taffeta with a twill weave structure, soft luster Advantages: Softer hand feel, better drape, enhanced perceived quality Common Specifications: 210T, 230T Polyester Twill Taffeta 6. Polyester Pongee Characteristics: Woven with polyester DTY textured yarn, flat and smooth surface with matte finish Advantages: Soft and smooth hand feel, good breathability, softer than taffeta Common Specifications: 190T, 210T, 240T, 300T Difference from Taffeta: Pongee is softer, matte, with slight elasticity; taffeta is stiffer and more lustrous 7. Peach Skin / Microfiber Peach Characteristics: Woven from ultra-fine fibers, brushed to create a short pile of approximately 0.2mm on the surface Advantages: Delicate and soft hand feel, comfortable suede-like texture, elegant appearance, warm touch 8. Shantung Characteristics: Traditionally a silk fabric; in bag manufacturing, typically polyester imitation silk is used, with slight slub texture on the surface Advantages: Genuine silk Shantung offers premium quality, natural luster, and smooth hand feel. Polyester Shantung has a matte surface with a slightly dry touch Note: Genuine silk Shantung is expensive and generally not used for bag linings 9. Satin / Five-Harness Satin Characteristics: Satin weave structure, high surface luster, smooth hand feel Advantages: Luxurious appearance, silky touch, enhances product quality Note: Average abrasion resistance; not suitable for high-friction applications 10. Polyester Mesh Characteristics: Mesh structure with excellent breathability Advantages: Lightweight, breathable, allows visibility of interior items Note: Generally not used as a primary structural lining; more commonly used for inner pockets or compartment dividers 11. Cotton Lining Characteristics: Natural fiber, moisture-absorbing and breathable Advantages: Eco-friendly, skin-friendly, static-free Disadvantages: Prone to wrinkling, shrinkage, stains easily, higher price 12. Ramie Ramie is the strongest natural fiber, even surpassing cotton and linen, with a silk-like luster and excellent moisture absorption and breathability. As a bag lining, it is a niche but highly differentiated choice. Characteristics: 100% natural plant fiber, long and tough fibers, natural silk-like sheen on the surface Advantages: Eco-friendly and biodegradable, high strength, moisture-wicking, antibacterial and mildew-resistant, heat-resistant Disadvantages: Stiff hand feel, prone to wrinkling, higher price, average color fastness, inferior abrasion resistance to synthetic fibers Recommendation: Often blended with cotton (e.g., 55% Ramie + 45% Cotton) to improve hand feel and wrinkle resistance; suitable for pairing with natural exterior materials such as canvas and linen 13. Linen Linen is a time-honored natural fiber renowned for its excellent breathability and unique rustic texture. As a bag lining, it is a niche but highly stylized choice, particularly suited for products pursuing natural aesthetics and sustainable concepts. Characteristics: 100% natural plant fiber, natural texture and subtle luster on the surface, presenting a rustic premium feel Advantages: Eco-friendly and biodegradable, excellent moisture absorption and breathability, antibacterial and odor-resistant, high strength, good heat dissipation, cool touch Disadvantages: Stiff hand feel, prone to wrinkling and difficult to recover, average abrasion resistance, high shrinkage rate, higher price, average color fastness Recommendation: Often blended with cotton to improve softness and wrinkle resistance; pre-shrinking treatment required before use; recommend natural colors such as raw and beige to minimize dyeing and fading issues 14. Bamboo Fiber Bamboo fiber has become a popular choice in the eco-friendly bag sector in recent years. Sourced from renewable bamboo, which grows rapidly without pesticides or chemical fertilizers, it has an extremely low carbon footprint. Its natural antibacterial properties and soft hand feel make it an ideal lining that combines environmental sustainability with functionality. Characteristics: 100% natural renewable fiber, contains "bamboo kun" antibacterial components, soft and smooth touch Advantages: Eco-friendly and biodegradable, natural antibacterial and bacteriostatic properties, superior moisture absorption and breathability to cotton, soft hand feel, UV-resistant, excellent deodorizing properties Disadvantages: Low wet strength (strength decreases when wet), average abrasion resistance, higher price, prone to shrinkage, average dark color fastness Recommendation: Can be blended with cotton or polyester to improve wet strength and abrasion resistance; pre-shrinking treatment required; recommend light colors 15. Suede Suede is a leather material with a fine, velvety nap on the surface, divided into genuine suede (reverse side of cowhide, sheepskin, or pigskin) and synthetic suede (microfiber synthetic suede). As a bag lining, it is renowned for its luxurious touch and excellent protective properties, making it a classic choice for high-end bags. Characteristics: Surface covered with fine, dense nap, soft and warm hand feel, extremely high visual and tactile quality Advantages: Luxuriously soft touch, excellent slip resistance (prevents items from sliding inside the bag), strong cushioning and protection (protects delicate items such as jewelry, eyewear, and electronics), genuine suede versions offer excellent durability, enhances overall product value Disadvantages: Genuine leather is expensive, easily attracts dust and stains, dark colors prone to color bleeding, hardens and deforms when wet, relatively heavy weight, synthetic suede has poor breathability Recommendation: Genuine suede is suitable for premium positioning products; mid-range products can use microfiber synthetic suede to reduce costs; not suitable for large-area use in daily backpacks or outdoor bags; light-colored items should avoid direct contact with dark suede to prevent dye transfer 16. Sheepskin / Lambskin Characteristics: One of the softest leather types, fine pores, lightweight hand feel Advantages: Extremely soft touch, natural and elegant luster, lighter than cowhide Disadvantages: Poor abrasion resistance, easily scratched, higher price, requires careful maintenance Note: Sheepskin lining is more suitable for small-area applications or light-duty bags Part 2: Functional Lining Materials 1. Waterproof Lining Process: Base fabric of taffeta, pongee, or oxford cloth with PA/PU/PVC coating treatment Advantages: Waterproof, moisture-proof, mildew-resistant 2. Anti-Static Lining Process: Conductive fibers added during weaving or finishing Advantages: Prevents static electricity from attracting dust, protects electronic products 3. Flame Retardant Lining Process: Post-finishing impregnation method, primarily using phosphorus-based or phosphorus-nitrogen synergistic flame retardants, applied through padding-drying-baking to fix the flame retardant on the fiber surface or within the fiber Characteristics: Achieves specific fire protection standards through the above flame retardant treatment 4. Anti-Bacterial Lining Anti-bacterial lining is a specialty lining that incorporates antibacterial components during fiber weaving or finishing, giving the fabric the ability to inhibit bacterial growth and reduce odor. Characteristics: Through fiber modification or finishing processes, the fabric is endowed with lasting antibacterial properties. Common antibacterial components include nano silver ions, zinc ions, copper ions, quaternary ammonium salts, and natural bamboo kun extracts. Advantages: Effectively inhibits the growth of common pathogenic bacteria such as E. coli and Staphylococcus aureus, reduces odors caused by sweat or food residue inside the bag, extends the bag's cleaning cycle, enhances the product's hygiene and safety image, some components also offer mildew-resistant properties Disadvantages: Antibacterial effect gradually diminishes with washing (particularly noticeable in post-finishing types), silver ion-containing products have higher costs, some chemical antibacterial agents raise skin sensitivity concerns, need to confirm whether antibacterial agents comply with OEKO-TEX or REACH environmental standards Part 3: How to Select Lining Based on Bag Type? Bag Type Recommended Lining Rationale Business Laptop Backpack Twill Nylon, Pongee, Anti-Static Lining Abrasion-resistant, anti-static protection for electronics, good hand feel, professional aesthetic Outdoor Hiking Backpack 210D Nylon Ripstop, Nylon Oxford, Waterproof Coated Lining Tear-resistant, waterproof, durable, lightweight Fashion Women's Bag Peach Skin, Shantung, Satin, Sheepskin Premium touch, enhances quality, elegant visual appeal Cosmetic / Toiletry Bag Peach Skin, Polyester Taffeta, Nylon Taffeta, Bamboo Fiber, Anti-Bacterial Lining Soft, beautiful, easy to clean, good waterproofing Student Backpack Pongee, Polyester Twill Taffeta Cost-effective, durable, rich colors, eco-friendly concept popular Tool Bag / Industrial Bag Nylon Oxford, Waterproof Coated Lining, Flame Retardant Lining Abrasion-resistant, waterproof, easy maintenance, high safety Eco-Friendly Concept Bag Cotton Lining, RPET Recycled Polyester, Recycled Nylon, Bamboo Fiber, Ramie, Linen Eco-friendly, skin-friendly, sustainable, brand differentiation Trolley Case / Travel Bag Nylon Oxford, Polyester Taffeta, Pongee Abrasion-resistant, lightweight, easy maintenance, controllable cost Sports / Gym Bag Polyester Mesh, Pongee, Waterproof Coated Lining, Bamboo Fiber Breathable, quick-drying, lightweight, antibacterial and deodorizing Children's Bag / Maternity Bag Cotton Lining, Bamboo Fiber, Peach Skin, Anti-Bacterial Lining Skin-friendly and safe, antibacterial, soft, eco-friendly Jewelry / Accessory Storage Bag Suede, Peach Skin, Satin Cushioning protection, slip-resistant, luxurious touch, scratch-resistant Evening Bag / Clutch Satin, Sheepskin, Shantung, Peach Skin Luxurious luster, premium quality, lightweight and elegant Photography Equipment Bag Anti-Static Lining, Nylon Taffeta, Waterproof Coated Lining Protects precision equipment, moisture-proof, anti-static Diving / Water Sports Bag Recycled Nylon, Waterproof Coated Lining, Nylon Taffeta Quick-drying, eco-friendly, durable Military / Tactical Bag 210D Nylon Ripstop, Nylon Oxford, Flame Retardant Lining, Anti-Bacterial Lining Extreme durability, tear-resistant, safety compliant High-End Leather Bag Shantung, Sheepskin, Suede, Cotton Lining Matches genuine leather exterior, unified texture, premium positioning Foldable Storage Bag / Lightweight Bag Nylon Taffeta, Polyester Taffeta, RPET Ultra-lightweight, easy to fold, low cost, eco-friendly option Shoe Bag / Breathable Compartment Polyester Mesh, Pongee Breathable, visible, lightweight, mildew-resistant Gift Bag / Promotional Bag Polyester Taffeta, Pongee, RPET Low cost, rich colors, printable logo, eco-friendly selling point Summer Casual Bag / Beach Bag Linen, Ramie, Cotton Lining, Nylon Taffeta Breathable and cool, natural texture, moisture-wicking Part 4: Key Considerations When Selecting Lining 1. Product Quality Positioning The lining is the material that users directly touch every time they open the bag. Its tactile quality directly determines the product's first impression and perceived value. Premium Luxury Touch: Consider Peach Skin, Shantung, Satin, Sheepskin, Suede. Mid-Range Business Touch: Consider Twill Nylon, Polyester Twill Taffeta, Pongee. Mass Market: Consider 210D Polyester, Polyester Taffeta. Natural Rustic Touch: Choose Cotton Lining, Linen, Ramie, Bamboo Fiber — suitable for natural aesthetics and sustainable concepts. Tip: The lining's tactile quality should harmonize with the exterior material's texture. For example, genuine leather exteriors pair with sheepskin or Shantung lining; canvas exteriors pair with cotton or linen lining; nylon exteriors pair with nylon-based linings. 2. Product Functional Requirements Based on the bag's usage scenario and target users, functional lining selection is crucial: Waterproof & Moisture-Proof Lining: Outdoor bags, cooler bags, tool bags, and rain gear bags require waterproof coated lining (PA/PU/PVC coating). Anti-Static Lining: Laptop bags, camera bags, and precision instrument bags must use anti-static lining to prevent static electricity from attracting dust or damaging electronic components. Flame Retardant Lining: Industrial tool bags, firefighter equipment bags, and special operation bags must meet specific flame retardant standards. For these products, we recommend considering flame retardant requirements for both the exterior and interior materials. Anti-Bacterial & Deodorizing Lining: Sports bags, gym bags, and maternity bags can use bamboo fiber or antibacterial-treated lining to inhibit bacterial growth and reduce odors. Breathable & Visible Lining: Sports bags, shoe bag compartments, or pet carrier bags can use polyester mesh, which is breathable and allows easy viewing of interior items. 3. Cost Budget Low-Cost Range: Polyester Taffeta (170T–210T), Pongee (190T–210T), Polyester Mesh — suitable for mass market, promotional items, student backpacks. Mid-Cost Range: Nylon Oxford (210D–420D), Twill Taffeta, Satin, Nylon Taffeta, 210D Nylon Ripstop — suitable for mid-range market, business bags, outdoor bags. High-Cost Range: Twill Nylon, Peach Skin, Shantung— suitable for mid-to-high-end market, fashion women's bags, premium travel bags. Ultra-High-Cost Range: Suede, Sheepskin, Genuine Silk Shantung — suitable for luxury market, high-end customization. Conclusion Though small, the lining directly impacts the overall quality and user experience of a bag. As a professional bag OEM/ODM manufacturer, we have an extensive lining resource library. We can recommend the most suitable lining solution based on your product positioning, budget, and functional requirements. Whether you're pursuing cost-effectiveness with Pongee, premium quality with Peach Skin and Shantung, or environmental sustainability with RPET and Recycled Nylon , we can provide you with one-stop customization services. If you are looking for a reliable bag customization partner, please contact us for samples and quotations. Author
View More
Table of Contents Ⅰ. Why Choosing the Right Leather Matters to Brand Success Ⅱ. Understanding the Physical Properties of Genuine Leather Ⅲ. The Brand-Matching Framework Ⅳ. Supply Chain Risk Management Ⅴ. How to Ensure Your OEM Factory Executes Your Leather Selection Correctly Ⅵ. FAQ Ⅶ. Conclusion Ⅰ. Why Choosing the Right Leather Matters to Brand Success For a leather goods brand, genuine leather is far more than a raw material used to make handbags. It is a core medium through which a brand establishes its identity, communicates product quality, and enhances the overall customer experience. In practice, some emerging brands and purchasing teams fall into a common trap: selecting leather based solely on price or current trends while overlooking whether the material is truly compatible with the brand’s positioning. This mismatch can lead to a series of downstream challenges, such as premature wear, color transfer, or deformation after a new product launches; increased customer complaints caused by inconsistent color within the same production batch; inflated costs resulting from the indiscriminate use of premium leather that cannot be reflected in the final retail price; or even damage to the brand’s reputation caused by low-quality materials. The hand feel, structural integrity, durability, and maintenance requirements of a handbag are all heavily influenced by the choice of leather. Selecting the right material not only helps bring the original design concept to life but also creates a healthier cost structure and enables brands to manage potential after-sales risks proactively. This guide is designed for brand product managers, sourcing teams, and product development professionals. Its goal is to establish a practical, end-to-end framework for genuine leather selection, helping decision-makers move beyond experience-based purchasing and develop a more systematic and standardized sourcing methodology. Ⅱ. Understanding the Physical Properties of Genuine Leather Genuine leather is made from animal hides and features a naturally developed fiber structure. Different tanning processes, hide sources, and layers of the hide result in significantly different physical properties. A thorough understanding of these fundamentals is the foundation of informed and scientific leather sourcing decisions. 2.1 Leather Classification: Full-Grain Leather and Split Leather 2.1.1 Full-Grain Leather Full-grain leather comes from the outermost layer of the hide and retains the complete natural grain and tightly interwoven fiber structure. Advantages: It offers excellent tensile strength, superior breathability, rich natural grain characteristics, a premium appearance and feel, and outstanding durability. Disadvantages: High-quality hides are relatively scarce and therefore more expensive. Unless the leather undergoes significant surface correction, it may retain natural marks from the animal's life, such as scars and growth marks. 2.1.2 Split Leather Split leather is made from the fibrous layer beneath the grain layer after the natural grain layer has been removed. Depending on the finishing process, it is mainly divided into two categories: Suede and Bicast Leather. Suede: Suede is produced by sanding and raising the fibers of split leather without applying a PU or PVC film coating. It has a naturally soft, napped surface and a distinctive suede-like hand feel. It is commonly used as a handbag lining and can also be used for exterior designs with a casual or vintage aesthetic. Bicast Leather: Bicast leather is made by applying a PU or PVC film coating to the surface of split leather to simulate the appearance of natural grain. It has a relatively uniform appearance and good abrasion resistance but offers lower breathability. It is often used for exterior surfaces of products where strict cost control is required. Key Characteristics: Both types of split leather generally have lower flex resistance than full-grain leather. With bicast leather in particular, repeated bending and long-term use may eventually cause the surface coating to crack or peel. Applications: Suede is commonly used for handbag linings or exterior designs with a casual or vintage aesthetic, while bicast leather is more commonly used as an exterior material for cost-sensitive products. 2.2 Key Physical Properties to Evaluate When Sourcing Leather 2.2.1 Tensile Strength and Structural Support Strength: Leather with a dense fiber structure offers strong tensile strength and good structural support, making it suitable for structured handbags. Softness and Structural Support: Soft leather, such as sheepskin, has a relatively loose fiber structure and limited structural support. It is more suitable for soft, slouchy, or draped handbag designs. Structural Stability: When selecting leather, the intended bag structure should always be considered. Soft leather may easily lose its shape when used for structured designs, while excessively firm leather may be unsuitable for soft, naturally draped styles. 2.2.2 Abrasion and Scratch Resistance High Abrasion Resistance: Corrected-grain leather and embossed leather, such as pebbled leather, typically have relatively substantial surface coatings and strong abrasion resistance. They are suitable for handbags intended for frequent everyday use. Character-Driven Materials: Waxed leather is prone to developing visible marks during use. However, minor scratches can often be blended or reduced by gently rubbing the surface with body heat. It is therefore not recommended for consumers who expect a flawless, scratch-free appearance. 2.2.3 Colorfastness Colorfastness should be evaluated through both dry and wet crocking tests, with reference to relevant standards such as ISO 11640 or GB/T 39366. Warning: Dark-colored leather and washed-effect leather are more likely to present colorfastness risks. If wet-rub colorfastness does not meet the required standard, typically below Grade 3–4, depending on the applicable requirements, the leather may easily transfer color onto light-colored clothing. 2.2.4 Water Absorption and Environmental Stability Vegetable-Tanned Leather: Vegetable-tanned leather is susceptible to developing permanent water spots when exposed to moisture. Environmental Stability: Certain spray finishes may become brittle, crack, or deteriorate under extreme temperature fluctuations. Sourcing Recommendation: For orders intended for humid or high-temperature markets, brands should consider conducting water-resistance testing as well as high- and low-temperature testing where appropriate. 2.2.5 Tear Strength For thin and supple leathers, such as goatskin, special attention should be paid to tear strength at high-stress areas, including strap attachment points, handle bases, and hardware openings. Ⅲ. The Brand-Matching Framework The most suitable leather can be identified by evaluating four key dimensions. 3.1 Brand Price Positioning High-End Designer Brands / Luxury Lines: Prioritize full-grain cowhide and goatskin. Preserve the natural grain and texture, minimize heavy surface coatings, and emphasize authenticity, natural beauty, and material scarcity. Mid-Range Sustainable Luxury Brands: Consider environmentally responsible top-grain leather, such as vegetable-tanned leather, to balance premium quality with scalable supply while strengthening the brand’s sustainability narrative. Mass-Market Fashion Leather Goods: High-quality film-coated split leather can be selectively used to control costs while maintaining a consistent appearance. 3.2 Target Consumer and Usage Scenario Business and Commuting Consumers Who Prioritize Durability: Embossed cowhide, such as pebbled or cross-grain leather, and corrected-grain cowhide are recommended. Their stable surface coatings provide strong scratch resistance and require relatively little maintenance. Character-Driven Materials: Waxed leather tends to show marks easily and is better suited to consumers who appreciate the natural character of leather. Younger, Fashion-Conscious Consumers Who Prioritize Aesthetics: Soft, supple leathers with rich color options are often a better fit. Nappa leather and lightly tumbled leather can create a naturally relaxed and contemporary appearance. Outdoor and Vintage-Style Enthusiasts: Vegetable-tanned leather is an excellent choice. Its color gradually deepens and develops a unique patina with use, allowing each product to acquire distinctive signs of aging over time. 3.3 Product Structure Structured Bags Such as Briefcases and Totes: These require firm cowhide with a dense fiber structure and high tensile strength, such as vegetable-tanned leather, sometimes referred to as firm tooling leather. Soft Cloud Bags and Shoulder Bags: These are better suited to leathers with a relatively loose fiber structure and a soft, supple hand feel, such as sheepskin or soft Nappa leather. Core Principle: The construction of a handbag directly limits the range of leather that can be used. Soft leather cannot naturally support a rigid silhouette without additional reinforcement, while overly firm leather is unlikely to produce soft, natural folds and draping. 3.4 Brand Core Value Proposition Brands Built Around Sustainability and Natural Materials: Avoid heavily finished or heavily coated leather whenever possible. Prioritize drum-dyed, aniline, semi-aniline, or lightly finished vegetable-tanned leather, as well as leather sourced from tanneries with recognized environmental certifications such as LWG certification. Brands Focused on Minimalist Durability: Prioritize structurally stable, high-performance full-grain cowhide and reduce the use of delicate materials that may lead to avoidable after-sales complaints. Practical Recommendation: Build an internal leather database for your brand. Before developing each new product, evaluate and score candidate leathers against the four dimensions above. This approach can significantly reduce unnecessary sampling and development costs. Ⅳ. Supply Chain Risk Management Unlike synthetic leather, which can be manufactured with highly consistent industrial processes, genuine leather is made from animal hides and naturally varies from one piece to another. This inherent variability is one of the most significant—and frequently overlooked—sources of risk in leather sourcing. 4.1 Two Major Natural Challenges and How to Manage Them 4.1.1 Batch-to-Batch and Texture Variation: The Consistency Risk: Every hide is unique due to factors such as the animal’s living environment, climate, season, and natural growth patterns. Even when the same factory produces the same leather article, 100% replication from one production batch to another is impossible. Recommended Solution: Establish a strict limit sample system before mass production. Approve and seal a reference sample that clearly defines acceptable ranges for color variation, grain differences, natural marks, and other visual characteristics. Additional Recommendation: Reserve a certain quantity of additional leather during bulk production to allow for selective cutting and quality control. 4.1.2 Environmental and Regulatory Compliance Risks: Environmental and regulatory requirements for leather goods continue to become more stringent worldwide. Key areas of concern include heavy metals, restricted azo dyes, volatile organic compounds (VOCs), and animal-origin traceability requirements. Recommended Approach: For products intended for European and U.S. markets, leather compliance should be verified before placing production orders. Materials must meet applicable regulatory requirements, including the relevant provisions of the EU REACH framework where applicable. 4.2 Practical Recommendations for Brands Core Leather Materials: Select mature, proven leather types with stable production capacity to protect lead times and ensure consistent quality. Specialty or Niche Materials: Brands should be prepared to accept a certain degree of natural imperfection. These characteristics should be clearly communicated to customers before purchase so that expectations are properly managed. Retained Samples: Keep retained samples from every bulk production batch of leather. Traceability: In the event of a quality dispute, retained samples provide critical evidence for traceability and serve as an important safeguard for protecting the brand’s reputation. Ⅴ. How to Ensure Your OEM Factory Executes Your Leather Selection Correctly Once the leather direction has been determined, the OEM factory will take responsibility for sampling, process optimization, and mass production. Whether the selected leather can be successfully translated into the final product depends largely on whether the brand takes four key steps at the beginning of the development process. 5.1 Involve the OEM Factory in the Evaluation Process Early At the early sampling stage, ask the OEM factory to evaluate the selected leather from three perspectives: Manufacturing Complexity: Evaluate whether the selected leather is suitable for the required construction and manufacturing techniques. Material Yield and Cutting Loss: Assess how much usable material can be obtained from each hide and how natural defects may affect cutting efficiency. Special Processing Requirements: Identify whether the leather requires specific cutting, skiving, edge-painting, stitching, or finishing processes. Key Benefit: Early evaluation helps identify potential issues before production begins, reduce implementation risks, and minimize costly modifications later in the development cycle. 5.2 Translate Quality Requirements into Quantifiable Standards Avoid relying solely on descriptions such as “soft hand feel” or “color close to the reference sample.” Whenever possible, provide measurable specifications, including: Acceptable Thickness Tolerance Permissible Color Difference Maximum Size of Allowable Defects Acceptable Defect Frequency and Distribution Supply Chain Alignment: The OEM factory should communicate these requirements directly to the leather supplier to ensure consistency throughout the supply chain. 5.3 Leverage the Factory’s Supply Chain Resources Established OEM manufacturers often maintain long-term relationships with major tanneries and leather suppliers. Competitive Pricing: They can help brands negotiate more competitive pricing. Production Capacity: They can help secure production capacity and prioritize material allocation. Material Testing: They can coordinate leather testing and manage batch-level quality control. Risk Reduction: This can significantly reduce the communication burden and quality risks associated with brands working directly with upstream suppliers. 5.4 Allow Sufficient Development Time and Avoid Compressing the Timeline Development Process: The development process should progress gradually from the initial prototype and confirmation sample to the pre-production sample and finally to mass production. Testing and Adjustment: Adequate time should be reserved for leather testing, process adjustments, and production validation. Risk Control: Allowing sufficient development time is one of the most effective ways to reduce mass-production risks. Ⅵ. FAQ We have summarized seven of the most common questions brands ask when sourcing genuine leather to help you make more informed decisions. Q1: Does Natural Leather with Scars or Uneven Grain Mean It Is Poor Quality? A: Not necessarily. These are natural characteristics of genuine leather rather than defects. The Objective Reality: High-quality full-grain leather cannot be perfectly flawless in the same way as synthetic leather. Natural marks such as neck wrinkles and growth marks are normal characteristics of premium full-grain leather and can actually serve as evidence of its authenticity. Quality Assessment: A natural mark should generally only be considered unacceptable when it is concentrated in a highly visible area of the handbag and materially affects the overall appearance. Our Recommendation: Before production, brands should establish a clearly approved limit sample with the factory, defining acceptable locations, sizes, and types of natural marks. This helps prevent disputes during bulk production. Q2: Is Vegetable-Tanned Leather Suitable for Large-Scale Production of Fashion Handbags? A: It requires careful consideration and is generally better suited to niche, vintage-inspired product lines. Advantages: It offers an unmistakable natural appearance, distinctive character, and an authentic patina that cannot easily be replicated by other leather types. Disadvantages: Its physical properties are more sensitive to environmental conditions. It can develop water marks, change color with prolonged exposure to light, require more controlled processing conditions, and show unavoidable batch-to-batch color variation. Recommended Applications: It is particularly suitable for niche vintage collections and products emphasizing craftsmanship and a handmade aesthetic. Production Consideration: For fast-moving fashion products that require high-volume production and extremely consistent appearance, brands should use vegetable-tanned leather with caution or consider semi-vegetable-tanned or chrome-tanned alternatives. Q3: What Tests Are Required When Sourcing Leather for Orders Exported to Europe and the United States? A: Regulatory compliance is the baseline requirement for entering international markets. Basic Testing Typically Includes: Azo dyes, heavy metal content, formaldehyde, and VOCs (volatile organic compounds). Additional Requirements: Some countries and brands may require documentation proving the traceability and country of origin of the animal hides. Best Practice: Brands should consider requesting relevant compliance documentation from leather suppliers, including evidence of LWG-certified upstream tanneries where applicable, as well as test reports demonstrating compliance with relevant EU REACH requirements. Business Value: These documents can serve as important credentials when entering premium European and U.S. markets. Q4: How Can You Verify Whether a Supplier’s “Full-Grain Leather” Is Genuine? A: Examine the cross-section and perform a pressure test. The Pressure Test: Press the leather surface gently with your finger. Genuine full-grain leather typically develops fine, natural wrinkles radiating outward from the point of pressure and returns relatively quickly to its original appearance when released. Visual Inspection: Examine the cross-section of the leather. Genuine full-grain leather generally shows a dense and naturally structured fiber pattern. The Most Reliable Method: Before entering into formal cooperation, request a third-party material testing report whenever necessary. Objective test data is the most reliable way to verify material claims. Q5: Is Full-Grain Leather Always Better Than Split Leather? A: No. The two materials simply come from different layers of the hide and are suited to different brand and product requirements. Full-Grain Leather: Full-grain leather retains the natural grain layer and generally offers better breathability and a more authentic grain appearance. It is commonly used in mid- to high-end products. Split Leather: Split leather is produced after the hide is split and may be further finished with surface coatings. It offers lower material costs, fewer visible surface imperfections, and higher material utilization, making it suitable for more price-sensitive, high-volume products that require a consistent appearance. Core Principle: There is no absolute hierarchy of “better” or “worse.” The right leather is the one that best matches the brand’s positioning and the product’s intended use. Q6: Is Nappa Leather Genuine Leather? What Price Tier Does It Belong To? A: Nappa leather refers primarily to a processing style and a characteristic hand feel, rather than a specific leather grade. The defining characteristics of Nappa leather are exceptional softness, a smooth and refined surface, and a relatively light finish. Full-Grain Nappa Leather: The highest-end category, retaining the natural grain and pores of the hide. Corrected-Grain or Top-Grain Nappa Leather: A mainstream category that undergoes light surface correction and finishing. Split Leather or Synthetic Materials Marketed as “Nappa Grain”: Some suppliers may use the term “Nappa” or “Nappa-style” to describe PU-coated split leather or microfiber materials. Key Takeaway: The word “Nappa” alone should not be treated as proof of leather quality or authenticity. Q7: How Do Different Leather Types Compare in Terms of Maintenance Difficulty and After-Sales Risk? A: From a manufacturing and after-sales risk perspective, leather types can generally be ranked from lower to higher risk as follows: Corrected-Grain Chrome-Tanned Cowhide / Coated Leather: These materials typically have more substantial surface coatings and offer good water and stain resistance, making them relatively easy to maintain and associated with the lowest after-sales risk. Full-Grain Chrome-Tanned Cowhide: It retains a degree of natural resistance to everyday use, and minor scratches may blend into the surface over time. Nappa Leather: Its lighter finish provides a soft and luxurious feel but makes the surface more susceptible to visible fingernail marks and scratches. Customers should be advised to avoid contact with sharp objects. Tumbled Leather: Its textured grain can help disguise minor imperfections, but some varieties may absorb moisture easily and develop water marks. Vegetable-Tanned Leather: This is one of the most delicate options. It can darken or change color when exposed to water, absorb oils, and develop scratches easily.Customers should be clearly informed that these characteristics are inherent to vegetable-tanned leather and should not automatically be considered quality defects.Setting expectations in advance can significantly reduce after-sales disputes. Ⅶ. Conclusion The unique appeal of a genuine leather handbag comes from the irreplaceable character and texture of natural leather. The true art of sourcing is not about blindly pursuing the most expensive or the least expensive material. It is about identifying the material that achieves the right balance between brand positioning, design aesthetics, product performance, and cost structure. Leather selection should not be a subjective guessing game. It should be a standardized and systematic decision-making process. By establishing a rigorous evaluation framework, conducting appropriate material testing, and implementing effective risk controls, brands can ensure that leather, design, and manufacturing processes work together seamlessly. Respecting the natural characteristics of genuine leather and planning the sourcing process rationally are not only fundamental to creating successful products—they are also essential to building a sustainable, long-term leather goods brand. As a supply chain partner with 30 years of experience specializing in genuine leather handbag OEM manufacturing, SYNBERRY provides end-to-end support covering leather selection, material performance testing, sample development, and large-scale production. We help brands connect every stage of the process—from material selection to finished-product delivery—so that high-quality leather can be successfully transformed into commercially viable, production-ready products. Author
View More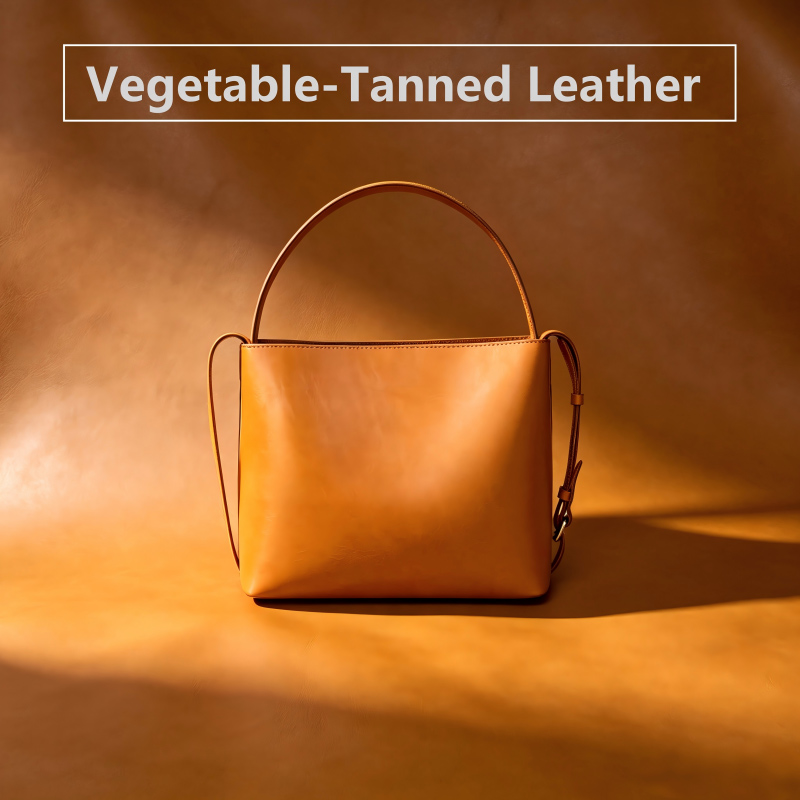
Vegetable-tanned leather is often chosen because it can do something that many coated or synthetic materials cannot: it records the marks of use. Sunlight gradually deepens its color. Frequent use makes the surface become smoother over time. Natural oils from the hands create darker tones on the corners, handles, folds, and around buckles. This visual characteristic has made vegetable-tanned leather a favorite among many leather brands, gift companies, and vintage-style product developers. They value the unique “aging journey” of vegetable-tanned leather—every finished product gradually develops a one-of-a-kind patina through everyday use, creating a distinctive imprint that belongs solely to its owner. This evolving character is also the most unique feature that sets it apart from other types of tanned leather. Table of Contents: What Is Vegetable-Tanned Leather? Vegetable-Tanned Leather vs. Chrome-Tanned Leather Advantages and Limitations of Vegetable-Tanned Leather What Is Vegetable-Tanned Leather Suitable for in the Bag Industry? Logo Techniques Suitable for Vegetable-Tanned Leather FAQ I. What Is Vegetable-Tanned Leather? Vegetable-tanned leather is leather that has been transformed from prepared animal hides into stable leather through a controlled tanning process using plant-derived tanning agents (tannins). When an animal hide is first removed, it is essentially a piece of protein that will naturally decompose. To transform it into durable leather, tanning agents must create cross-links with the collagen fibers in the hide. Tannins bond with the collagen structure, improving the leather's resistance to decay while giving it its characteristic firmness, natural grain, excellent workability, superior edge quality, and distinctive aging properties. In modern leather manufacturing, the dominant chrome tanning process uses trivalent chromium salts, offering fast production, lower costs, and a softer finished leather. Vegetable tanning, by contrast, returns to a method that has been used by humans for thousands of years. Natural tannins are extracted from plant materials such as bark, wood, leaves, fruits, and seed pods, allowing the leather fibers to gradually "set" over the course of several weeks or even months. This slow process is the foundation of every defining characteristic of vegetable-tanned leather. Because of the extended tanning period and the deep penetration of tannins, the fiber structure of vegetable-tanned leather is thoroughly transformed. The finished leather is firm, dense, and capable of being burnished to achieve a smooth, mirror-like edge—something that is difficult for chrome-tanned leather to accomplish. At the same time, because the process does not rely on heavy synthetic resin finishes, the surface of vegetable-tanned leather retains its most natural, uncoated appearance: pores remain clearly visible, while natural scars, growth marks, and vein patterns are all openly displayed. II. Vegetable-Tanned Leather vs. Chrome-Tanned Leather For many buyers encountering vegetable-tanned leather for the first time, the biggest question is: How is it different from ordinary full-grain cowhide? In reality, the difference is determined the moment the tanning process is completed. Comparison Vegetable-Tanned Leather Chrome-Tanned Leather (Mainstream) Tanning Agent Plant-derived tannins (natural) Trivalent chromium salts (chemical) Tanning Time Several weeks to several months 1–3 days Finished Feel Firm and structured, initially quite stiff Soft, supple, and flexible straight out of production Surface Appearance Minimal or no finish, leaving a natural, "bare-faced" look Usually coated with a finish that can conceal imperfections Color Stability Darkens and changes with sunlight and use, developing a patina Color is fixed after production and remains relatively stable Edge Finishing Can be burnished and polished to a smooth, mirror-like finish Typically requires edge paint to cover the edges Water Resistance Poor; exposure to water may cause discoloration and stiffening Better; water tends to bead up and roll off naturally Suitability for Mass Production Lower Higher One common misconception should be clarified: vegetable-tanned leather and full-grain leather are not opposing concepts. Full-grain describes which part of the hide is used—the topmost layer that has not been sanded or buffed. Vegetable tanning, on the other hand, describes the tanning method. A piece of full-grain cowhide can be either vegetable-tanned or chrome-tanned. That said, high-quality vegetable-tanned leather on the market is typically made from premium full-grain hides. Since vegetable-tanned leather does not rely on heavy surface coatings to conceal imperfections, the inherent quality of the hide is fully visible on the finished surface. III. Advantages and Limitations of Vegetable-Tanned Leather Vegetable-tanned leather is not a miracle material. It is much like a piece of jade that requires careful nurturing—its strengths and weaknesses are equally distinctive. Advantages 1. A Unique Character Shaped by Time The greatest appeal of vegetable-tanned leather lies in its ability to develop over time. Natural vegetable-tanned leather begins with a light beige tone and gradually darkens through exposure to sunlight, body heat, and the absorption of natural oils from the hands. Over time, it evolves into caramel or honey tones, eventually developing a patina that is unique to its owner. This "the more you use it, the better it looks" characteristic is something no heavily finished leather can truly replicate. 2. A Naturally Sustainable Story The tannins used in vegetable tanning are derived from renewable plant sources. Compared with wastewater from chrome tanning, the waste liquor generated during vegetable tanning is far more biodegradable. For brands that emphasize sustainability, vegetable-tanned leather is a naturally eco-friendly material that requires little explanation. 3. Burnishable, Mirror-Like Edges Under the influence of high-density tannins, the fibers of vegetable-tanned leather become compact enough that the edges can be burnished and polished to a mirror-like finish, much like wood. This allows premium handcrafted bags to achieve clean, refined edges without the need for edge paint—one of the primary reasons why many artisan leatherworkers favor vegetable-tanned leather. 4. Proven Long-Term Durability Although it feels firm when new, vegetable-tanned leather gradually softens with use while retaining exceptional fiber strength. A well-maintained vegetable-tanned leather bag can often last more than a decade. Limitations 1. Highly Sensitive to Water and Oils Because vegetable-tanned leather has no waterproof surface coating, even a single drop of water can leave a dark watermark. Natural skin oils, sunscreen, and even the indigo dye from denim can penetrate the leather and cannot be wiped away. To enthusiasts, these marks are badges of time and character; to many everyday consumers, they may simply be viewed as unacceptable stains. 2. Difficult to Maintain Consistent Color Between Batches The color of vegetable-tanned leather continues to evolve even after production. Two hides from the same batch, stored on opposite sides of a warehouse, may develop noticeably different shades after just three months. 3. Less Suitable for High-Speed Mass Production Its firm structure increases resistance during sewing, while edge finishing requires multiple rounds of sanding, waxing, and polishing. As a result, the labor time required is typically much longer than that for chrome-tanned leather. IV. What Is Vegetable-Tanned Leather Best Suited for in the Bag Industry? Based on the characteristics discussed above, vegetable-tanned leather has a well-defined comfort zone when it comes to bag manufacturing. Ideal Applications Small Leather Goods: Card holders, key cases, pen sleeves, and leather charms. Their compact size makes natural imperfections easier to manage while showcasing the beautifully burnished edges that vegetable-tanned leather is known for. Structured Bag Designs: Satchels, briefcases, and vintage messenger bags. These styles take full advantage of vegetable-tanned leather's natural rigidity, allowing the bags to maintain their shape without collapsing. Limited Editions and Commemorative Collections: The leather's natural grain and its ability to develop a unique patina over time create a sense of exclusivity and rarity, making it an excellent choice for special collections. Less Suitable Applications Soft, Large Bags: Tote bags and shopping bags. Vegetable-tanned leather is relatively stiff when new, and repeated bending across large panels can create permanent creases that cannot be reversed. High-Frequency Everyday Commuter Bags: Bags that are exposed daily to crowded public transportation, rain, and frequent contact with different surfaces. Under these conditions, vegetable-tanned leather's delicate nature becomes much more noticeable. Fast Fashion, High-Volume Products: Because of its evolving color, lower production efficiency, and higher cost compared with chrome-tanned leather, vegetable-tanned leather is not well suited to the rapid production cycles and aggressive pricing strategies required by fast-fashion brands. Many handbag brands that prioritize customer experience intentionally introduce natural vegetable-tanned leather as part of their core product line, encouraging customers to "grow" their bags through everyday use. This unique interaction between the owner and the leather creates a highly personal ownership experience, significantly enhancing product appeal, encouraging word-of-mouth discussions, and strengthening customer loyalty. It is also one of the reasons why vegetable-tanned leather has become an outstanding choice for boutique brands seeking meaningful differentiation. V. Logo Techniques Suitable for Vegetable-Tanned Leather Vegetable-tanned leather has little to no chemical surface finish. Its firm fiber structure, ability to absorb moisture and oils, and tendency to change color when exposed to heat give it both distinct advantages and clear limitations when it comes to logo application. Below are several methods that have been proven effective in our production experience, as well as techniques that should be avoided. Recommended Methods 1. Blind Embossing / Debossing This is the logo technique that best complements the character of vegetable-tanned leather. A heated brass die is used to apply pressure, creating either a recessed or raised impression on the leather surface. Since no additional material is applied, the logo becomes an integral part of the leather itself. As the leather develops its patina over time, the embossed edges gradually become smoother and develop a subtle natural sheen. Practical Considerations: Because vegetable-tanned leather is relatively firm, embossed edges appear sharper and more defined than on chrome-tanned leather, making this technique ideal for fine lettering and geometric linework. Temperature must be carefully controlled (typically 80°C–120°C). Exceeding 150°C can leave dark brown scorch marks around the edges of the impression, which are especially noticeable on natural, undyed leather. Deep embossing (greater than 1 mm) may affect the flatness of the reverse side. If the logo is placed on a large front panel of the bag, the visibility of the impression on the back should be evaluated. 2. Hot Foil Stamping (Gold or Silver) Hot foil stamping adds a refined metallic accent to vegetable-tanned leather. However, the leather's unfinished surface is a double-edged sword: because the foil comes into direct contact with the leather fibers, its adhesion is often less reliable than on chrome-tanned leather with a finished coating. Practical Considerations: Use premium foil specifically designed for leather, with fine pigments and strong adhesion. Standard foil intended for paper is prone to peeling on vegetable-tanned leather. Avoid stamping over natural scars, vein marks, or other areas where the fiber structure is loose, as the foil may lift or peel away together with these imperfections. Hot foil stamping generally produces better visual contrast on dark-colored vegetable-tanned leather (such as tea-core or brown leather) than on natural undyed leather. 3. Leather Carving / Tooling If there is one technique that was practically made for vegetable-tanned leather, it is leather carving (tooling). Vegetable-tanned leather is firm, has a dense fiber structure, and becomes highly moldable when dampened. As carving tools pass over the surface, they produce crisp, well-defined patterns that retain their shape. The carved design can then be further enhanced with dyeing, gilding, antique finishing, or other decorative treatments. Practical Considerations: Leather carving demands exceptionally high-quality hides. Only Grade A full-grain vegetable-tanned leather can produce clean, sharp cuts. Areas with scars or loose grain are prone to becoming fuzzy after carving. The process is entirely handcrafted, making mass production extremely inefficient. A single panel with a complex carved pattern may require several hours to complete, making this technique unsuitable for high-volume production. After carving, the leather should be properly shaped and treated for moisture resistance. Otherwise, the recessed carved areas may be susceptible to mold growth in humid environments. 4. Laser Engraving Laser engraving can reproduce intricate vector artwork and even grayscale effects without the need for custom tooling. However, vegetable-tanned leather reacts very differently to laser engraving than synthetic leather or chrome-tanned leather. Practical Considerations: The laser burns the tannins within the leather, causing the engraved area to turn dark brown or black. This creates strong visual contrast on natural, undyed vegetable-tanned leather, so the final appearance should always be evaluated through sampling before production. Since no custom die is required, laser engraving eliminates tooling costs. For small-batch custom orders, it is often more cost-effective than embossing, making it an excellent option for boutique brands and bespoke products. 5. Metal Badges / Nameplates Metal badges or nameplates are attached to vegetable-tanned leather using rivets, screws, or stitching. This approach overcomes some of the limitations of the leather itself, making it possible to achieve multicolor finishes, three-dimensional effects, and even illuminated designs. Practical Considerations: Because vegetable-tanned leather is relatively firm, pilot holes should always be punched before installing rivets. Driving rivets directly into the leather may cause the fibers to crack. Metal and leather have different coefficients of thermal expansion. In environments with significant temperature fluctuations, rivet holes may gradually enlarge over time, causing the hardware to loosen. Using washers is recommended to improve long-term stability. The edges of the metal badge should be chamfered or rounded to prevent them from cutting into or wearing through the leather surface during prolonged use. For stitched metal badges, stitch spacing must be planned with great precision. Needle holes in vegetable-tanned leather are permanent and cannot recover, so the stitching must be positioned correctly on the first attempt. Not Recommended: Screen Printing and Pad Printing We do not recommend applying screen printing or pad printing directly onto the surface of vegetable-tanned leather. The reasons are straightforward: Vegetable-tanned leather has little to no surface coating, making ink absorption difficult to control. As a result, the printed graphics are prone to bleeding and feathering. Vegetable-tanned leather continues to darken and absorb oils over time. As the leather naturally ages, the printed design ages with it, often leading to noticeable color inconsistencies after just a few months. While applying a surface sealing coating before printing can improve ink adhesion, it also defeats the very qualities that make vegetable-tanned leather desirable in the first place. The coating compromises its signature natural, uncoated appearance, as well as its breathability. FAQ Q1: Which is better: vegetable-tanned leather or top-grain leather? A: These are not comparable concepts, as they describe different aspects of leather. Top-grain leather refers to the layer of the hide used, while vegetable tanning refers to the tanning process. A piece of top-grain leather can be either vegetable-tanned or chrome-tanned. Although premium vegetable-tanned leather is typically made from high-quality full-grain hides, "vegetable-tanned" does not automatically mean "top-grain." Q2: Is vegetable-tanned leather always more environmentally friendly than chrome-tanned leather? A: In terms of tanning agents, plant-derived tannins are indeed more natural and biodegradable than chromium salts. However, environmental sustainability should be evaluated across the entire product lifecycle. Factors such as wastewater treatment at the tannery, whether the dyes contain heavy metals, and the composition of conditioning oils used during maintenance all play important roles. Whenever possible, it is advisable to source leather from tanneries certified by the Leather Working Group (LWG). Q3: Are vegetable-tanned leather bags waterproof? A: Natural vegetable-tanned leather offers little to no water resistance. Improving its waterproof performance requires applying waterproofing agents or waxes after tanning, but doing so alters the leather's breathability and natural feel while compromising its signature uncoated appearance. If the product is intended for frequent use in rainy conditions, chrome-tanned leather with a protective finish is generally a more suitable choice. Q4: Why does the price of vegetable-tanned leather vary so much? A: The price of vegetable-tanned leather mainly depends on three factors: Hide quality, including the grade of the hide, the presence of scars, and the area of the hide used. Tanning method and duration, such as traditional pit tanning versus accelerated drum tanning. Country or region of origin. Vegetable-tanned leather made from premium hides using traditional long-cycle pit tanning is significantly more expensive than leather produced through faster tanning methods, resulting in noticeable price differences in the final products. Q5: How can you tell if leather is genuinely vegetable-tanned? A: You can identify genuine vegetable-tanned leather using the following four methods: Smell: Authentic vegetable-tanned leather has a distinctive earthy aroma with a subtle natural sweetness. Chrome-tanned leather often has a chemical smell or almost no noticeable scent. Cut Edge: Examine an unfinished edge. Vegetable-tanned leather typically displays a warm cream or tan color throughout its cross-section. Chrome-tanned leather usually has a bluish-gray cross-section—the characteristic color left by chromium sulfate. Water Reaction: A small drop of water will immediately darken the surface of vegetable-tanned leather before gradually lightening again as it dries. On chrome-tanned leather, water generally beads up and rolls off the surface. Feel: Genuine vegetable-tanned leather has a firm, structured feel and is relatively stiff when new, requiring a break-in period. If a product advertised as "vegetable-tanned leather" feels excessively soft and floppy right out of the box, it is worth examining more carefully. Q6: How should vegetable-tanned leather be cared for? A: Here are some practical care tips to help keep vegetable-tanned leather products in their best condition. Brands are encouraged to include these recommendations in their product care instructions. Avoid getting the leather wet, especially during the first month of use. Keep the leather away from heat sources and never use a hair dryer to speed up drying. Do not clean it with synthetic brushes—use only natural-bristle brushes. If the leather product is used frequently, apply a leather-specific conditioning oil or leather care product once a week. Wax the leather regularly to maintain its condition and appearance. Conclusion Vegetable-tanned leather is not an industrial material that can simply be used without consideration. Instead, it is more like a long-term project involving the brand, the manufacturer, and the end user. Its firmness, color changes, visible marks, and evolving patina are both its limitations and its greatest sources of appeal. As an OEM bag manufacturer with more than 30 years of experience, we have always believed that there is no universally "good" or "bad" material—only the material that is best suited for a particular purpose. If your brand is built around speed, novelty, and standardization, vegetable-tanned leather may not be the ideal choice. But if your brand tells a story of time, craftsmanship, texture, and companionship, vegetable-tanned leather may be the most authentic storyteller of all. Author
View MorePlease Read On, Stay Posted, Subscribe, And We Welcome You To Tell Us What You Think.




Copyright @2024 Synberry Bag & Package Products Co.,Ltd All Rights Reserved.
 Network Supported
Network Supported
Sitemap / Blog / Xml / Privacy Policy























